





펠릿 밀 장비의 용량을 늘리고 링 다이와 프레스 롤러의 수명을 연장하기 위해서는 목재 펠릿 밀 프레스 롤러를 올바르게 설치하고 정밀하게 조정하는 것이 필요합니다.
롤 조정이 느슨하면 처리량이 감소하고 막힘이 발생하기 쉽습니다. 롤 조정이 너무 빡빡하면 다이 캘린더링 및 과도한 롤 마모가 발생할 수 있습니다.
많은 고객들이 펠릿 분쇄기의 프레스 롤러를 조정하여 기계를 최적의 상태로 만드는 방법에 대해 문의합니다. 다음은 프레스 롤러의 설치 및 디버깅 방법입니다.
목재 펠릿 기계 프레스 롤러 설치:
1. 먼저 전원을 끄고 다이얼을 제거하세요.
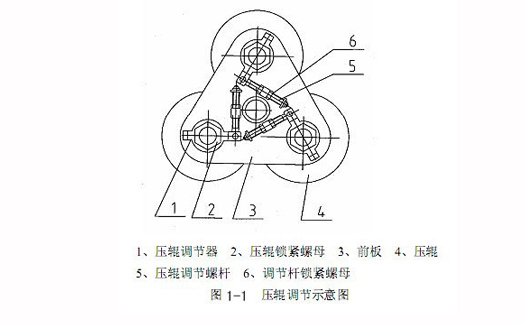
2. 그런 다음 3개의 압력 롤러 지지축 끝에 있는 잠금 너트 ②를 풉니다.
3. 프레싱 롤러를 링 다이에서 가능한 한 멀리 떨어진 위치로 조정합니다.
4. 각 압착 롤러의 조정 나사 ⑤를 제거합니다.
5. 프레싱 롤러의 전면 플레이트 어셈블리를 제거합니다.
6. 가압 롤러 어셈블리의 실링 커버를 제거하고, 페룰 분해에 주의하며 손상되지 않도록 주의하십시오. 실링 링을 제거하고 가압 롤러를 제거한 후, 가압 롤러를 교체하기 전에 롤러 베어링의 윤활유를 교체하십시오.

목재 펠릿 기계의 압력 롤러 디버깅:
1. 3개의 가압 롤러 전면 플레이트 어셈블리의 가압 롤러 잠금 너트 ②를 풉니다.
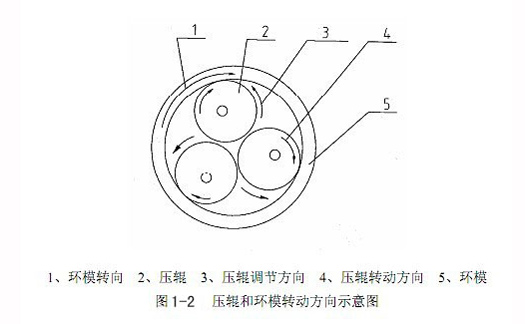
2. 전면판의 가압 롤러 조정 나사 ⑤의 잠금 너트 ⑥을 조정하여 가압 롤러가 링 다이에 반시계 방향으로 향하도록 합니다. 링 다이와 가압 롤러를 동시에 1주일 동안 회전시켜 링 다이 내면과 가압 롤러의 가장 높은 지점을 맞춥니다. 롤러 외면의 가장 높은 지점에 살짝 닿은 후 조정 나사의 잠금 너트를 잠그는 것이 좋습니다.
3. 조정 과정 중 조정 나사가 한계 위치에 도달하여 압력 롤러와 스큐 다이 사이의 간격이 조정되지 않은 경우 압력 롤러 조정기 ①을 제거하고 위치로 돌린 후 다시 설치한 후 조정을 계속합니다.
4. 나머지 두 롤러도 같은 방법으로 조정합니다.
5. 3개의 압력 롤러를 잠그고 너트를 잠급니다.
참고: 시운전 중에는 링 다이와 가압 롤러 표면을 깨끗이 청소해야 합니다. 가압 롤러를 링 다이에 시계 반대 방향으로 가까이 두십시오. 그렇지 않으면 작동 중 링 다이와 가압 롤러가 끼어 심각한 손실을 초래할 수 있습니다. 기계 시동 후 가압 롤러가 너무 조이거나 느슨하게 조정된 경우 위 단계에 따라 다시 조정해야 합니다. 가압 롤러를 처음 디버깅할 때는 가압 롤러와 링 다이 사이의 간격을 약간 더 크게 조정해야 합니다. 생산 중에는 매 정지 후 언제든지 확인하고 롤러 사이의 간격을 조정하십시오. 링 다이를 장기간 사용하고 교체하지 않은 경우, 롤러 잠금 너트가 풀리는 것을 방지하기 위해 정기적으로 점검해야 합니다.
목재 펠릿 기계에 대한 기술적인 질문이 있으시면 언제든지 문의해 주세요!
게시 시간: 2022년 9월 19일




